
Product Center
-
● Automatic inspection machine for particulate matter in ampoules
-
● Automatic inspection machine for oral liquid foreign objects
-
● Automatic inspection machine for lyophilized preparations in vials
-
● Automatic foreign object inspection machine for plastic bottle intravenous infusions
-
● Electronic microporous leak detector for ampoule injections
-
● Fully automatic electronic microporous leak detector for infusion
-
● Automatic foreign object inspection machine for glass bottle intravenous infusions
-
● In-line plastic ampoule electronic micro-hole leak detector
JLKP250 Liquor Empty Bottle Micro-crack Detection Machine
Mainly engaged in the research and development of ceramic new material valves, with metal valves (gate valves, globe valves, ball valves, butterfly valves) as a secondary business. Ceramic valves have been successfully applied in many new energy battery material plants, thermal power plants, nuclear power plants, chemical plants, steel plants, coal chemical industry, polysilicon and other industries, and have been listed as special-purpose products, contributing to energy conservation and environmental protection for enterprises and society.
Category
Wine bottle micro-crack detection machine

Details
Main Use
The JLKP250 liquor empty bottle micro-crack detection equipment is mainly used for the sealing detection of liquor containers and can be applied to bottles of different capacities. The equipment is placed before the bottle washing and filling processes to detect and identify potential micro-cracks, micro-pores, and other defective products in the containers, preventing content loss, microbial invasion, and the entry of other quality-affecting media into the containers. Adding a liquor empty bottle micro-crack detection process is of great significance to ensuring liquor safety and quality.
Working Principle
The equipment adopts a high-voltage discharge detection principle. Discharge electrodes are arranged alternately on the outside of the container, and the receiving electrode is arranged at the inner cavity bottle mouth, with a high-voltage detection power supply loaded in the circuit. Before detection, the inner cavity of the container is filled with a conductive medium - water vapor. During detection, the high voltage is activated, and the leakage voltage value of the electrical circuit is monitored and collected: When the leakage voltage value is greater than or equal to the set threshold, it is considered a defective product by default; when the leakage voltage value is less than the set threshold, it is judged as a good product. The detected products are conveyed to the corresponding channel by the PLC control system to complete the detection.
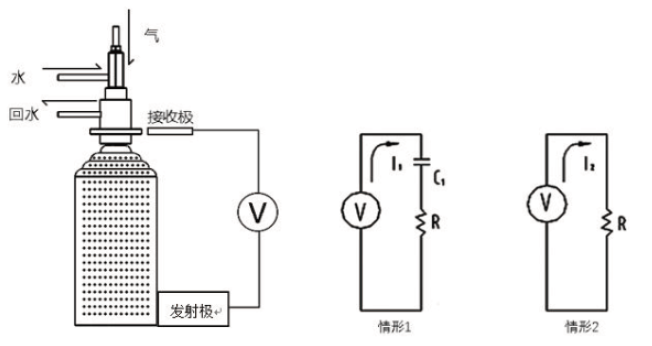
Diagram: V is the high-frequency high-voltage power supply, with both ends connected to the transmitting electrode and the receiving electrode respectively. C1 is the capacitance value between the detection electrode and the conductive medium (due to the barrier of the bottle wall and the insulating material, the electrode cannot contact the liquid, so capacitance is generated). R is the resistance value of the conductive medium.
Scenario 1: When the container is intact, the current I1 = v/(R+XC1) is generated in the circuit;
Scenario 2: When the container has micro-cracks, the detection electrode and the medium are directly connected, the capacitance disappears, and the current I2 = v/R is generated in the circuit;
Obviously, I2 > I1. By comparing the current value (i.e., leakage voltage value) in the circuit, it is determined whether the detected product has micro-cracks or leakage.
Workflow
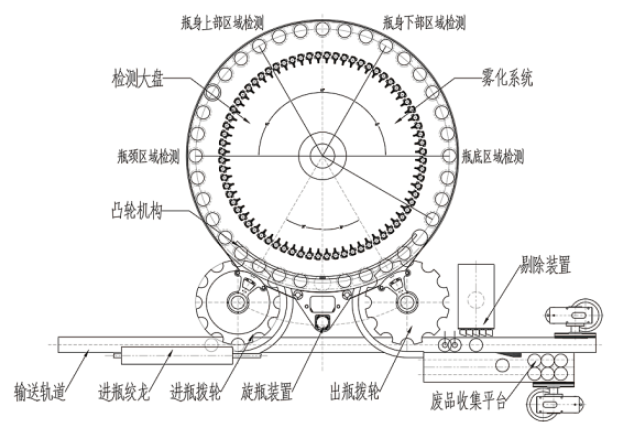
The conveying track is connected to the upstream process, and the liquor empty bottles to be detected are conveyed to the bottle feeding auger; the auger sends the continuously arranged bottles into the bottle feeding wheel in an orderly manner; the wheel conveys the bottles to the detection turntable (using a bottom-support top-pressure centering mode); before detection, the inner cavity of the container is filled with a conductive medium, and the detection is performed while rotating. Through the staggered arrangement of multiple sets of detection stations, comprehensive detection of the container is achieved; the detected bottles are handed over to the bottle output wheel, good products are conveyed to the next process via the output conveyor belt, and defective products are diverted to the defective product collection platform via the rejection device to complete the detection.
Main Technical Parameters
Applicable range: 100-1000ml liquor empty bottles.
Detection accuracy: ≥0.2μm.
Detection speed: ≤250Pcs/min.
Detection area: Neck, body, and bottom of the bottle.
High voltage adjustment range: 0~30kV.
Capacitance: 7kW 380V 50Hz.
Detection stations: 4.
Equipment working height: (960±30) mm.
Equipment external dimensions: 2480mm x 2800mm x 2400mm (length x width x height).
Equipment net weight: 5500kg.
Main Features
- It is the sealing detection method recommended by USP<1207> in the pharmaceutical industry.
- It adopts independently developed high-voltage detection technology with complete intellectual property rights.
- Widely applicable, meeting the micro-crack detection of 100-1000ml liquor empty bottles.
- High detection accuracy, fast speed, and good repeatability.
- It adopts a complete set of servo motion control system, with stable operation.
- Adjustment components all adopt digital mode.
- The equipment is equipped with an ozone catalytic system and an anti-electromagnetic radiation film.
- Multiple safety protections such as continuous defective product alarm and high-limit pause discharge protection.
- Storage of detection data, operation records, alarm records, and process parameters are traceable, meeting GMP requirements.
Mainly engaged in the research and development of ceramic new material valves, with metal valves (gate valves, globe valves, ball valves, butterfly valves) as a secondary business. Ceramic valves have been successfully applied in many new energy battery material plants, thermal power plants, nuclear power plants, chemical plants, steel plants, coal chemical industry, polysilicon and other industries, and have been listed as special-purpose products, contributing to energy conservation and environmental protection for enterprises and society.
Main Use
The JLKP250 liquor empty bottle micro-crack detection equipment is mainly used for the sealing detection of liquor containers and can be applied to bottles of different capacities. The equipment is placed before the bottle washing and filling processes to detect and identify potential micro-cracks, micro-pores, and other defective products in the containers, preventing content loss, microbial invasion, and the entry of other quality-affecting media into the containers. Adding a liquor empty bottle micro-crack detection process is of great significance to ensuring liquor safety and quality.
Working Principle
The equipment adopts a high-voltage discharge detection principle. Discharge electrodes are arranged alternately on the outside of the container, and the receiving electrode is arranged at the inner cavity bottle mouth, with a high-voltage detection power supply loaded in the circuit. Before detection, the inner cavity of the container is filled with a conductive medium - water vapor. During detection, the high voltage is activated, and the leakage voltage value of the electrical circuit is monitored and collected: When the leakage voltage value is greater than or equal to the set threshold, it is considered a defective product by default; when the leakage voltage value is less than the set threshold, it is judged as a good product. The detected products are conveyed to the corresponding channel by the PLC control system to complete the detection.
Diagram: V is the high-frequency high-voltage power supply, with both ends connected to the transmitting electrode and the receiving electrode respectively. C1 is the capacitance value between the detection electrode and the conductive medium (due to the barrier of the bottle wall and the insulating material, the electrode cannot contact the liquid, so capacitance is generated). R is the resistance value of the conductive medium.
Scenario 1: When the container is intact, the current I1 = v/(R+XC1) is generated in the circuit;
Scenario 2: When the container has micro-cracks, the detection electrode and the medium are directly connected, the capacitance disappears, and the current I2 = v/R is generated in the circuit;
Obviously, I2 > I1. By comparing the current value (i.e., leakage voltage value) in the circuit, it is determined whether the detected product has micro-cracks or leakage.
Workflow
The conveying track is connected to the upstream process, and the liquor empty bottles to be detected are conveyed to the bottle feeding auger; the auger sends the continuously arranged bottles into the bottle feeding wheel in an orderly manner; the wheel conveys the bottles to the detection turntable (using a bottom-support top-pressure centering mode); before detection, the inner cavity of the container is filled with a conductive medium, and the detection is performed while rotating. Through the staggered arrangement of multiple sets of detection stations, comprehensive detection of the container is achieved; the detected bottles are handed over to the bottle output wheel, good products are conveyed to the next process via the output conveyor belt, and defective products are diverted to the defective product collection platform via the rejection device to complete the detection.
Main Technical Parameters
Applicable range: 100-1000ml liquor empty bottles.
Detection accuracy: ≥0.2μm.
Detection speed: ≤250Pcs/min.
Detection area: Neck, body, and bottom of the bottle.
High voltage adjustment range: 0~30kV.
Capacitance: 7kW 380V 50Hz.
Detection stations: 4.
Equipment working height: (960±30) mm.
Equipment external dimensions: 2480mm x 2800mm x 2400mm (length x width x height).
Equipment net weight: 5500kg.
Main Features
- It is the sealing detection method recommended by USP<1207> in the pharmaceutical industry.
- It adopts independently developed high-voltage detection technology with complete intellectual property rights.
- Widely applicable, meeting the micro-crack detection of 100-1000ml liquor empty bottles.
- High detection accuracy, fast speed, and good repeatability.
- It adopts a complete set of servo motion control system, with stable operation.
- Adjustment components all adopt digital mode.
- The equipment is equipped with an ozone catalytic system and an anti-electromagnetic radiation film.
- Multiple safety protections such as continuous defective product alarm and high-limit pause discharge protection.
- Storage of detection data, operation records, alarm records, and process parameters are traceable, meeting GMP requirements.
Related Products




Inquiry